
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
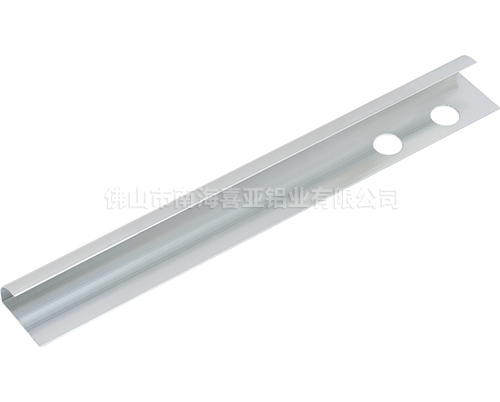
在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,广东工业挤压铝型材金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,工业挤压铝型材厂家金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。

在挤压生产中,模具是在高温高压的状态下工作的,受压力和温度的影响,模具产生弹性变形。广东工业挤压铝型材模具工作带由开始平行于挤压方向,受到压力后,工作带变形成为喇叭状,只有工作带的刃口部分接触型材形成的粘铝,类似于车刀的刀屑瘤。在粘铝的形成过程中,不断有颗粒被型材带出,粘附在型材表面上,造成了"吸附颗粒"。随着粘铝的不断增大,模具产生瞬间回弹,就会形成咬痕缺陷。若粘铝堆积较多,不能被型材拉出,模具瞬间回弹时粘铝不脱落,就会形成型材的表面粗糙、亮条、型材撕裂、堵模等问题。现在使用的挤压模具基本是平面模,工业挤压铝型材厂家在铸棒不剥皮的情况下,铸棒表面及内在的杂质堆积在模具内金属流动的死区,随着挤压铸棒的推进及挤压根数的增多,死区的杂质也在不断的变化,有一部分被正常流动的金属带出,堆积在工作带变形后的空间内。

由于铝型材品种规格多样,并且在挤压过程中材料流动状况复杂,挤压模具承受载荷状况恶劣,使得铝型材挤压产品开发和模具的设计成为一项艰巨的任务。广东工业挤压铝型材依赖经验设计和试模返修的传统生产模式已不能满足现代化经济发展的需求。在效率就是生命,质量就是关键的市场经济环境下,铝型材挤压生产企业重视的是提高模具设计加工的成功率及挤压的产量和成品率。工业挤压铝型材厂家在铝及铝合金半成品生产中,挤压是主要成形工艺之一,挤压模具的好坏、挤压速度的快慢直接影响铝及铝合金挤压生产企业的产品质量和产量。
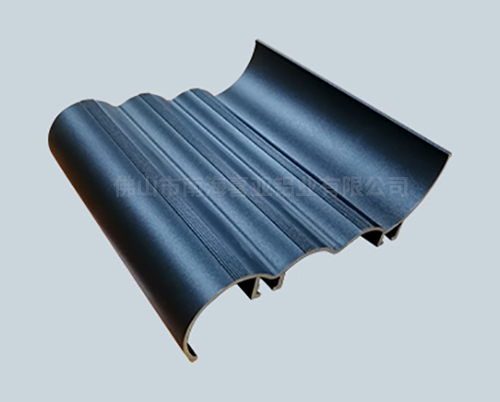
铝型材散热器的散热性较好,节能的特点十分明显,在同样的房间里,如果用同样规格的暖气片,铝铸的片数要比钢制少。铝型材散热器的耐氧化腐蚀性能好,广东工业挤压铝型材不用添加任何添加剂,其原理是,铝一旦遇到空气中氧,便函生成一层氧化膜,这层膜既坚韧又致密,防止了进一步对本体材料的腐蚀。选择铝型材散热器,工业挤压铝型材厂家选择高压铸铝模块组合式散热器。这种散热器是一次整体压铸成型的,因此无焊缝漏水问题。而且其大的优点是产品不受小区采暖系统的限制,即使在开放式锅炉系统中也能不受氧气腐蚀由于采用模块组合式的设计。



