
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号

散热器铝型材由于气孔和缩孔的存在,使压铸件在进行表面处理时很麻烦,孔洞可能会进入水,河北流水线铝型材当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀,或孔洞内水会变蒸气,体积膨胀,因而导致铸件表面起泡,所以在生产中要用适当的方法去解决这些散热器铝型材不良所造成的原因。散热器铝型材杂质解决方法:流水线铝型材厂家关键是要减少混入铸件内的气体量,理想的合金属流应不断加速地由喷嘴经过分流锥和浇道进入型腔,形成一条顺滑及方向一致的金属流,采用锥形流道设计,即浇流应不断加速地由喷嘴向内浇口逐渐减少,可达到这个目的。
挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,使用的垫片直径差超过允许值;挤压筒和挤压垫太脏,粘有油污、水分、石墨等;河北流水线铝型材厂家润滑油中含有水;铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等;更换合金时,筒内未清理干净;挤压筒温度和挤压铸锭温度过高;铸锭温度、尺寸超过允许负偏差;铸锭过长,填充太快,铸锭温度不均,流水线铝型材厂家引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序;模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。

在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,河北流水线铝型材金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,流水线铝型材厂家金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。

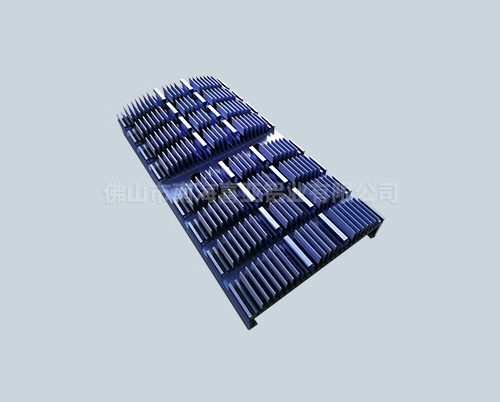
散热器铝型材指的是用于制作散热器的原材料,只是由生产厂家对铝合金进行熔炼后压铸成型的一种原材料,未经过任何加工和细节的处理,是散热器生产厂家所需要的原材料河北流水线铝型材,表面粗糙,不具备美观性,散热性能差,而且也无法与具体产品相契合安装。不少人会将散热器铝型材误认为就是经加工过后的散热器,致使陷入骗局和圈套。铝型材散热器指的是由铝型材加工而成的散热器,流水线铝型材厂家是确确实实的散热器成品,这种情况下一般都是由用户找散热器生产厂家进行加工定制的,根据需求的不同采用不同的加工工艺,形成的铝型材散热器产品在规格尺寸、外型美观度和造价上都会有所差异。

铝及铝合金广泛大量应用于航空航天上,被称为“会飞的金属”。航天航空主要利用铝合金高强、耐热、耐蚀等特性,河北流水线铝型材根据飞机和航天器不同的部位选用型材,如机身部件、操纵系统、发动机舱和座椅等部位需要采用硬度和强度较高的高强铝型材;流水线铝型材厂家而靠近电动机的机舱和空气交换系统的部位因持续发热,则要采用耐热型材;飞机机翼上的壁板、梁、桁条、螺旋浆等则需要具有耐蚀性的铝型材来制作。



