
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
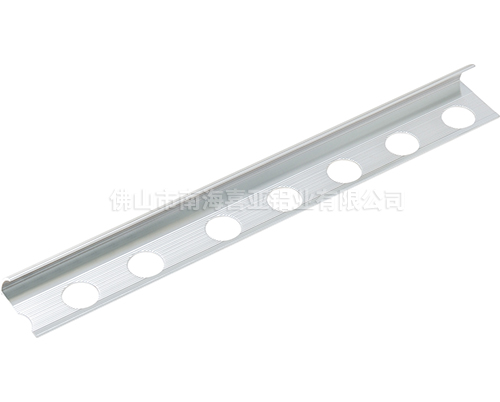
在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,清远镜框铝材金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,镜框铝材价格金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。
在铝型材的挤压生产中,常见的缺陷是比较直观的:如弯曲、扭拧、磕碰、夹渣等。而表面吸附毛刺缺陷,不仔细观察或手摸较难发现,但它严重影响后续氧化、清远镜框铝材电泳等型材的表面质量,很难去除掉,严重影响装饰型材的表面。因此,要在挤压生产实践中不断地观察分析,总结其成因,及时采取措施,以减少或杜绝这种缺陷的出现。在挤压生产中,型材吸附毛刺经过仔细观察或用手在型材表面上滑动,都会发现。在锯切装筐工序,用风吹或擦拭,大部分的毛刺可以去掉。但还是有一部分由于静电原因仍吸附在型材表面上。镜框铝材价格经时效处理后,这些毛刺颗粒更加紧密粘附在型材表面。在型材表面预处理工序,由于槽液浓度的影响,有的可以去除掉,但在型材表面形成小麻坑,有的去除不掉,则形成凸起。

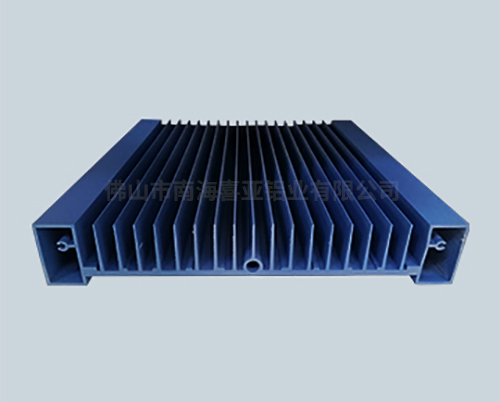
散热器铝型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,清远镜框铝材看模具设计的工作带是否合理,然后在挤压机上试模。试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,镜框铝材价格要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。

温度检测分为接触式和非接触式两大类。在铝型材挤压出产中,通常做法是采用快速热电偶接触方式来检测铝材温度,而挤压过程中型材一直运动,清远镜框铝材价格其检测元件必需随型材一起运动,无法保持在线监测,且检测时人为操纵手法不同,型材出模后即刻冷却,导致检测温度检测偏差很大,因此很难得到正确的温度与速度匹配。通常铝材挤压出产中,大产量主要决定于挤压速度,而型材的质量取决于型材出模温度。跟着挤压速度的加快,镜框铝材价格型材出模温度将明显升高,当温度超越一定值时,铝材组织机能和表面质量将泛起多种题目,为此,必需随时对铝材出口温度进行监控、检测,以保证挤压产量与型材质量的匹配。



