
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
先必须有设计图纸,因为铝型材是有统一横截面的,因此 只必须横截面工程图纸。随后把工程图纸发送给生产厂家价格。价钱分成磨具费和工费,必须深加工的铝型材还必须报深加工的花费。价钱适合的话就可以先出模了。包头挤压铝型材出模之后好看一下试件试品,试品检测合格再提交订单生产制造。试品关键看一下尺寸,强度哪些的,试品一般不做金属表面处理,因此 一般不要看外型。大批量生产原材料必须预付款一部分订金,挤压铝型材生产厂家生产制造出去之后假如不用深加工的话就立即包裝就可以了,一般是无防布 包装纸包。随后取货结清尾款就可以了。假如必须深加工的话只必须包无防布就可以。
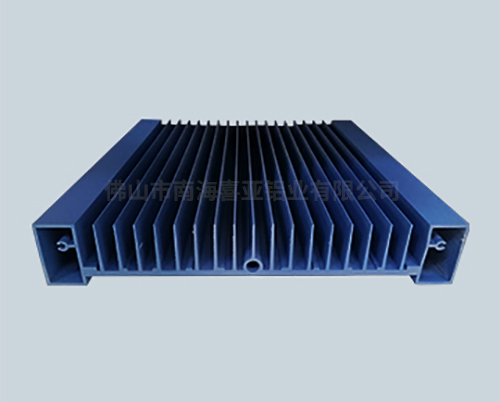
首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,包头挤压铝型材同是还要考虑贴膜上的胶对铝型材表面质量的影响。随着时代的发展,工艺美术已不局限于手工艺,而是与机器工业,甚至与大工业相结合,把实用品艺术化,或艺术品实用化。在散热器铝型材,挤压铝型材生产厂家追求工艺美术迎,发展工艺美术,打造大国工匠、培育工匠精神已经成为驰峰所有人的共识。

铝及铝合金广泛大量应用于航空航天上,被称为“会飞的金属”。航天航空主要利用铝合金高强、耐热、耐蚀等特性,包头挤压铝型材根据飞机和航天器不同的部位选用型材,如机身部件、操纵系统、发动机舱和座椅等部位需要采用硬度和强度较高的高强铝型材;挤压铝型材生产厂家而靠近电动机的机舱和空气交换系统的部位因持续发热,则要采用耐热型材;飞机机翼上的壁板、梁、桁条、螺旋浆等则需要具有耐蚀性的铝型材来制作。

挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,使用的垫片直径差超过允许值;挤压筒和挤压垫太脏,粘有油污、水分、石墨等;包头挤压铝型材生产厂家润滑油中含有水;铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等;更换合金时,筒内未清理干净;挤压筒温度和挤压铸锭温度过高;铸锭温度、尺寸超过允许负偏差;铸锭过长,填充太快,铸锭温度不均,挤压铝型材生产厂家引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序;模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。

一是说为什么说硬度要大家关注了,因为强度跟合金成份有直接的关系,不同的合金成份,包头挤压铝型材它所能达到的硬度就有所不同,硬度是有1系到7系,依次增强。二是强度受大家的关心,这是在框架设计时候要考虑的因素成其是铝合金组件作为组件时,应根据所承受的压力,挤压铝型材生产厂家选择适当的合金。纯铝强度低,而2系及7系热处理型合金度高,硬度和强度有相关关系。三工业铝型材耐蚀性包括化学腐蚀,耐应力腐蚀等性能。



