
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,使用的垫片直径差超过允许值;挤压筒和挤压垫太脏,粘有油污、水分、石墨等;江门工业铝材厂家润滑油中含有水;铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等;更换合金时,筒内未清理干净;挤压筒温度和挤压铸锭温度过高;铸锭温度、尺寸超过允许负偏差;铸锭过长,填充太快,铸锭温度不均,工业铝材厂家引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序;模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。

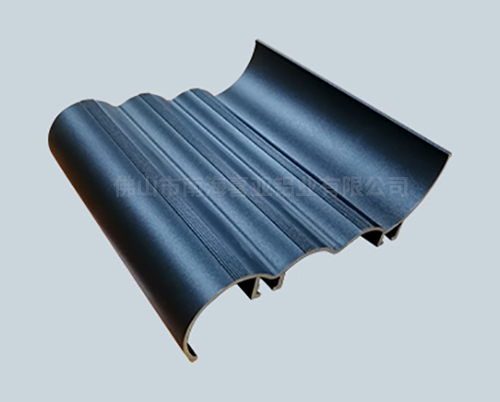
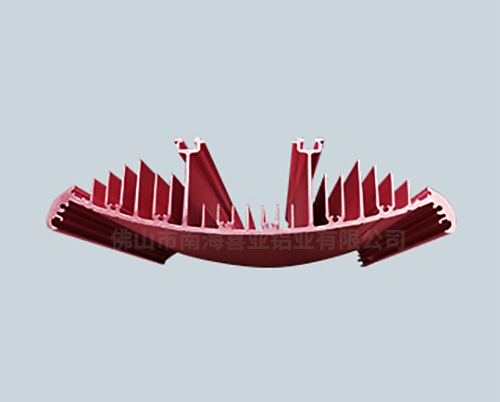
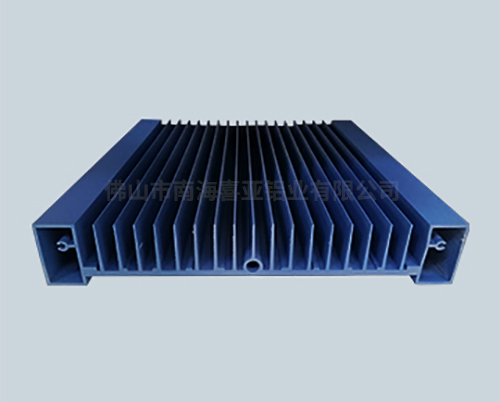
许多人在接触铝型材散热器时都会认为一块块鳍片是散热的关键,其实底部的散热片也是散热时不可忽视的一部分。铝型材散热器在底部设计上应秉持由热源部分向两边逐渐变薄的原则,江门工业铝材为了确保热源部分吸收的热量能够快速向周围较薄的部分传递,实现高效率散热。若是底部散热器设计平整,热源部分的热量很难进行扩散,那么将影响散热器进一步吸收热源的热量。将散热器设计成鳍片形状,既是为了增大与热源的接触面积能吸收更多的热量,也是增大散热器与空气的接触面积以便能更快的将热量散至空气当中。这里就会有人想是不是鳍片越多越厚,散热效果就越好呢?其实并不是这样的,散热器整体的面积是有限的,鳍片越多的话,工业铝材厂家确实是有更大的接触面积来吸收更多的热量,但这也就意味着鳍片之间间距变得更小,此时每个通道中空气流动速度变小,散热器要想将热量散至空气中就变得更难。

首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,江门工业铝材同是还要考虑贴膜上的胶对铝型材表面质量的影响。随着时代的发展,工艺美术已不局限于手工艺,而是与机器工业,甚至与大工业相结合,把实用品艺术化,或艺术品实用化。在散热器铝型材,工业铝材厂家追求工艺美术迎,发展工艺美术,打造大国工匠、培育工匠精神已经成为驰峰所有人的共识。
铝作为一种轻金属,在地壳中的含量仅次于氧和硅,是地壳中含量多的金属元素,江门工业铝材铝及铝合金具有密度小、强度高、耐腐蚀、导电导热好、易加工、可锻可焊、可循环利用等特点,这些特点决定了铝及铝合金具有非常广泛的应用领域,在工业领域扮演重要角色。挤压铝型材主要应用在交通运输领域、船舶与海洋装备领域、电子电器领域、光伏领域、机械加工设备、医用设备、智能家居领域、电力、3C领域、新能源汽车及零部件等领域,工业铝材厂家在国民经济建设、战略性新兴产业和国防科技工业发展中发挥重要作用,随着铝型材加工业的发展,再加上环保、轻量化等需求日益增加,我国高端铝加工市场也将愈发广阔。
通常,铝型材挤压如果没有非预定的停机时间,那么大产量主要决定于挤压速度,而挤压速度受制于四个因素,江门工业铝材其中三个固定不变而另一个则是可变的。因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;由于铝型材品种规格多样,并且在挤压过程中材料流动状况复杂,挤压模具承受载荷状况恶劣,使得铝型材挤压产品开发和模具的设计成为一项艰巨的任务。工业铝材厂家依赖经验设计和试模返修的传统生产模式已不能满足现代化经济发展的需求。在效率就是生命,质量就是关键的市场经济环境下,铝型材挤压生产企业重视的是提高模具设计加工的成功率及挤压的产量和成品率。

成品率的提高是建立在产品质量的基础之上,与产量又是同比关系。江门工业铝材提高成品率是一个系统工程,通过单一工艺方法很难大幅度提高成品率,必须是多环节的累积提高。提高成品率又是一个细致的工作,不仅需要技术工艺做支撑,更需要严谨、务实、科学的管理。几何废品是铝合金型材在挤压过程中不可避免产生的废品。如挤压的残料、工业铝材厂家拉伸时制品两端的夹头、定尺料因不够定尺长度而抛弃的料,切取必要的试样,分流组合模中残留在分流腔中的铝块,铸锭和型材切取定尺断料的锯口消耗的铝屑以及试模时消耗的铸棒等。



