
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
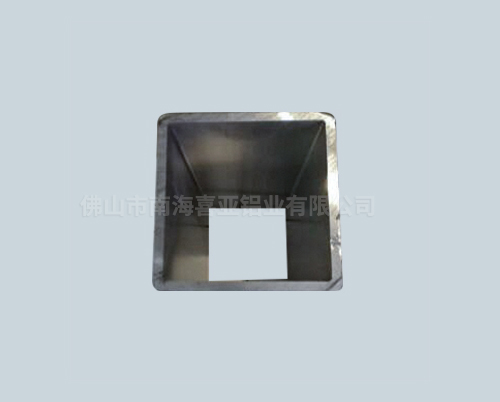
温度检测分为接触式和非接触式两大类。在铝型材挤压出产中,通常做法是采用快速热电偶接触方式来检测铝材温度,而挤压过程中型材一直运动,金华镜框铝材生产厂家其检测元件必需随型材一起运动,无法保持在线监测,且检测时人为操纵手法不同,型材出模后即刻冷却,导致检测温度检测偏差很大,因此很难得到正确的温度与速度匹配。通常铝材挤压出产中,大产量主要决定于挤压速度,而型材的质量取决于型材出模温度。跟着挤压速度的加快,镜框铝材生产厂家型材出模温度将明显升高,当温度超越一定值时,铝材组织机能和表面质量将泛起多种题目,为此,必需随时对铝材出口温度进行监控、检测,以保证挤压产量与型材质量的匹配。
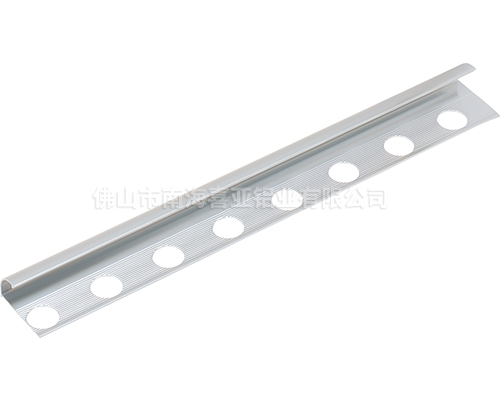
在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,金华镜框铝材金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,镜框铝材生产厂家金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。
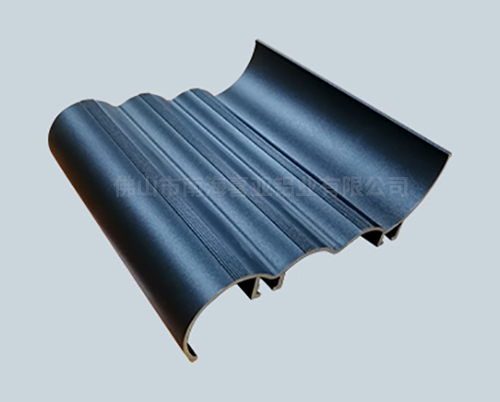
散热器铝型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,金华镜框铝材看模具设计的工作带是否合理,然后在挤压机上试模。试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,镜框铝材生产厂家要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。

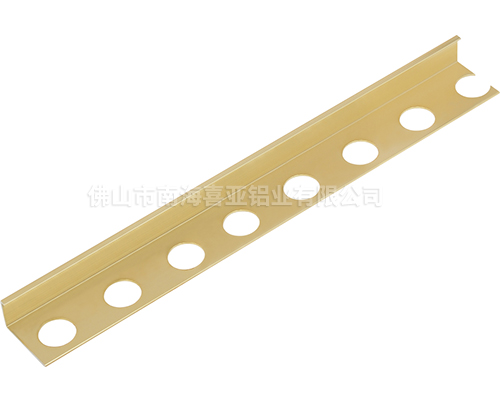
工业铝型材产量高攀所带来的,是价格的持续走低。多位业内人士也向小编表示,国内经济欠佳导致工业铝型材市场表现疲软,一季度中国冶炼产能的释放压力令市场担忧,金华镜框铝材加上原有的供应过剩,导致价格难以走高。让企业家们忧心的远不止这些,由于现在市道不佳,镜框铝材生产厂家资金流转方面也没有以前畅通,甚至有些企业还出现负债的情况。但是随着基建投资的不断迅猛发展,铝型材散热器行业的发展好像又恢复了往昔那快速发展的车道,不过这时候生产出来的铝型材散热器产品不论是质量还是品质都有了巨大的进步。
挤压筒、挤压垫磨损超差,挤压筒和挤压垫尺寸配合不当,使用的垫片直径差超过允许值;挤压筒和挤压垫太脏,粘有油污、水分、石墨等;金华镜框铝材生产厂家润滑油中含有水;铸锭表面铲槽太多,过深,或铸锭表面有气孔、砂眼,组织疏松、有油污等;更换合金时,筒内未清理干净;挤压筒温度和挤压铸锭温度过高;铸锭温度、尺寸超过允许负偏差;铸锭过长,填充太快,铸锭温度不均,镜框铝材生产厂家引起非鼓形填充,因而筒内排气不完全,或操作不当,未执行排气工序;模孔设计不合理,或切残料不当,分流孔和导流孔中的残料被部分带出,挤压时空隙中的气体进入表面。



