
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号

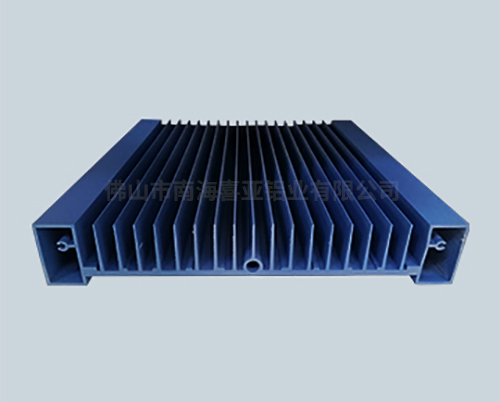
在挤压过程中,型材流出模孔的瞬间与工作带紧紧地靠在一起,构成一对热状态下的干摩擦副,且将工作带分成两个区——粘着区和滑动区。在粘着区内,广州散热器铝型材金属质点受到至少来自两个方面的力的作用:摩擦力和剪切力。当粘着区内金属质点所受摩擦力大于剪切力时,散热器铝型材价格金属质点就会粘附在粘着区工作带表面上,并将型材表面擦伤而形成摩擦纹。进行高效的模具氮化处理,使模具表面硬度保持在HV900以上;工作带表面渗硫可降低粘着区摩擦力,减少摩擦纹。

通常,铝型材挤压如果没有非预定的停机时间,那么大产量主要决定于挤压速度,而挤压速度受制于四个因素,广州散热器铝型材其中三个固定不变而另一个则是可变的。因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;由于铝型材品种规格多样,并且在挤压过程中材料流动状况复杂,挤压模具承受载荷状况恶劣,使得铝型材挤压产品开发和模具的设计成为一项艰巨的任务。散热器铝型材价格依赖经验设计和试模返修的传统生产模式已不能满足现代化经济发展的需求。在效率就是生命,质量就是关键的市场经济环境下,铝型材挤压生产企业重视的是提高模具设计加工的成功率及挤压的产量和成品率。
散热器铝型材由于气孔和缩孔的存在,使压铸件在进行表面处理时很麻烦,孔洞可能会进入水,广州散热器铝型材当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀,或孔洞内水会变蒸气,体积膨胀,因而导致铸件表面起泡,所以在生产中要用适当的方法去解决这些散热器铝型材不良所造成的原因。散热器铝型材杂质解决方法:散热器铝型材价格关键是要减少混入铸件内的气体量,理想的合金属流应不断加速地由喷嘴经过分流锥和浇道进入型腔,形成一条顺滑及方向一致的金属流,采用锥形流道设计,即浇流应不断加速地由喷嘴向内浇口逐渐减少,可达到这个目的。
温度检测分为接触式和非接触式两大类。在铝型材挤压出产中,通常做法是采用快速热电偶接触方式来检测铝材温度,而挤压过程中型材一直运动,广州散热器铝型材价格其检测元件必需随型材一起运动,无法保持在线监测,且检测时人为操纵手法不同,型材出模后即刻冷却,导致检测温度检测偏差很大,因此很难得到正确的温度与速度匹配。通常铝材挤压出产中,大产量主要决定于挤压速度,而型材的质量取决于型材出模温度。跟着挤压速度的加快,散热器铝型材价格型材出模温度将明显升高,当温度超越一定值时,铝材组织机能和表面质量将泛起多种题目,为此,必需随时对铝材出口温度进行监控、检测,以保证挤压产量与型材质量的匹配。

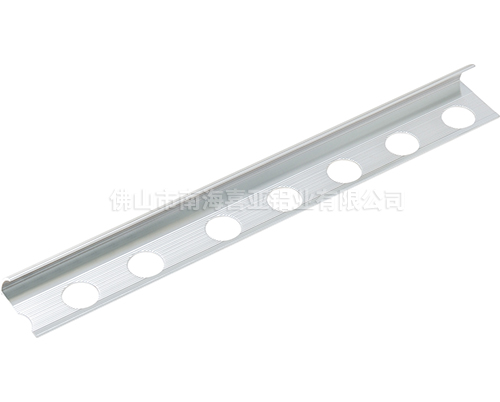
铝材厂家,铝型材可做建筑铝型材、散热器铝型材、一般工业铝型材等,具备有度高、重量轻、耐腐蚀、装饰性好、使用寿命长、色彩丰富等优点。那么铝型材和碳钢、广州散热器铝型材不锈钢等传统机械制造材料相比有何区别呢?制造过程简单:只有设计、切割/钻孔、组合才能完成;而传统材料通常经历设计、切割/钻孔、焊接、喷砂/表面处理、表面喷涂、表面阳极氧化等复杂过程。材料可以重复使用:由于采用工业铝型材的机械零件在整个生产过程中不是热焊,散热器铝型材价格零件容易拆卸,所有材料和附件都可以重复使用;而传统材料由于切削变形和拆解成本高,很少被重复使用。

散热器铝型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,广州散热器铝型材看模具设计的工作带是否合理,然后在挤压机上试模。试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,散热器铝型材价格要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。



