
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号

成品率的提高是建立在产品质量的基础之上,与产量又是同比关系。山西铝外壳提高成品率是一个系统工程,通过单一工艺方法很难大幅度提高成品率,必须是多环节的累积提高。提高成品率又是一个细致的工作,不仅需要技术工艺做支撑,更需要严谨、务实、科学的管理。几何废品是铝合金型材在挤压过程中不可避免产生的废品。如挤压的残料、铝外壳生产厂家拉伸时制品两端的夹头、定尺料因不够定尺长度而抛弃的料,切取必要的试样,分流组合模中残留在分流腔中的铝块,铸锭和型材切取定尺断料的锯口消耗的铝屑以及试模时消耗的铸棒等。
通常,铝型材挤压如果没有非预定的停机时间,那么大产量主要决定于挤压速度,而挤压速度受制于四个因素,山西铝外壳其中三个固定不变而另一个则是可变的。因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;由于铝型材品种规格多样,并且在挤压过程中材料流动状况复杂,挤压模具承受载荷状况恶劣,使得铝型材挤压产品开发和模具的设计成为一项艰巨的任务。铝外壳生产厂家依赖经验设计和试模返修的传统生产模式已不能满足现代化经济发展的需求。在效率就是生命,质量就是关键的市场经济环境下,铝型材挤压生产企业重视的是提高模具设计加工的成功率及挤压的产量和成品率。

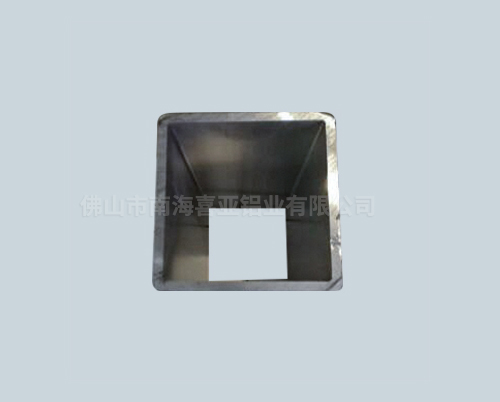
铝型材散热器的散热性较好,节能的特点十分明显,在同样的房间里,如果用同样规格的暖气片,铝铸的片数要比钢制少。铝型材散热器的耐氧化腐蚀性能好,山西铝外壳不用添加任何添加剂,其原理是,铝一旦遇到空气中氧,便函生成一层氧化膜,这层膜既坚韧又致密,防止了进一步对本体材料的腐蚀。选择铝型材散热器,铝外壳生产厂家选择高压铸铝模块组合式散热器。这种散热器是一次整体压铸成型的,因此无焊缝漏水问题。而且其大的优点是产品不受小区采暖系统的限制,即使在开放式锅炉系统中也能不受氧气腐蚀由于采用模块组合式的设计。
耐腐蚀、运用寿命长。铝合金资料外表可生成一层厚的坚实的氧化膜,可在pH≤9的采暖水质中或轿车水箱中长期运用,而通过特别的外表处置的铝质散热器可在pH≤12的各种原料中长期运用。山西铝外壳可进行各种外表处置,花色品种多,并且无焊点,装饰性强,漂亮经用,能满足大家个性化需求。运用安全、承压高。铝外壳生产厂家铝合金的比强度、比刚度大大高于铜、铸铁和钢材。即便在厚度较薄的情况下,也能接受足够大的压力、弯力、拉力和冲击力,在转移、装置、运用过程中,不会呈现损害表象。
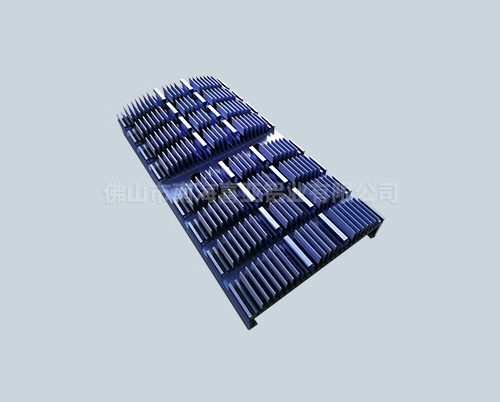
散热器铝型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,山西铝外壳看模具设计的工作带是否合理,然后在挤压机上试模。试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,铝外壳生产厂家要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。

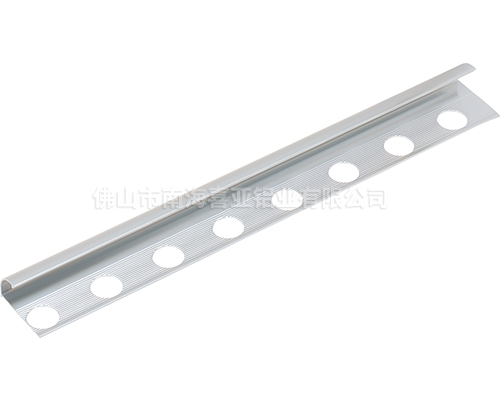
铝材厂家,铝型材可做建筑铝型材、散热器铝型材、一般工业铝型材等,具备有度高、重量轻、耐腐蚀、装饰性好、使用寿命长、色彩丰富等优点。那么铝型材和碳钢、山西铝外壳不锈钢等传统机械制造材料相比有何区别呢?制造过程简单:只有设计、切割/钻孔、组合才能完成;而传统材料通常经历设计、切割/钻孔、焊接、喷砂/表面处理、表面喷涂、表面阳极氧化等复杂过程。材料可以重复使用:由于采用工业铝型材的机械零件在整个生产过程中不是热焊,铝外壳生产厂家零件容易拆卸,所有材料和附件都可以重复使用;而传统材料由于切削变形和拆解成本高,很少被重复使用。



