
佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号

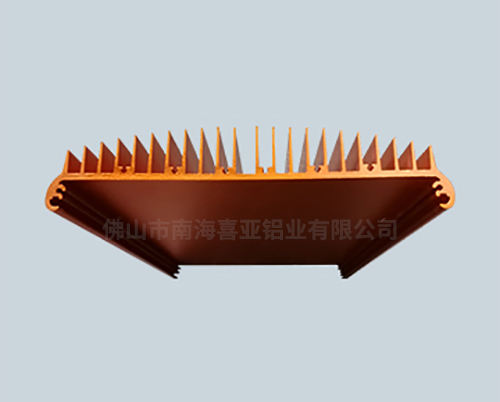
我们经常看到的散热器铝型材呈扁宽形,梳子形、鱼刺形、鳍片形或太阳花形等,山东铝型材它们的共同特点都是有很多细长的齿,可以加大与空气之间的接触,更均匀的将热量带走,散热效果更佳。铝型材在散热器方面应用广泛,铝型材厂家在电子电器、光伏逆变器、风力发电、空压机、大型电柜、无线发射塔、大功率LED灯等散热均可使用铝型材。铝型材在3C领域也得到广泛应用,电脑、通信设备、手机、摄影摄像器材、家用电器外壳等均有应用。
散热器铝型材由于气孔和缩孔的存在,使压铸件在进行表面处理时很麻烦,孔洞可能会进入水,山东铝型材当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀,或孔洞内水会变蒸气,体积膨胀,因而导致铸件表面起泡,所以在生产中要用适当的方法去解决这些散热器铝型材不良所造成的原因。散热器铝型材杂质解决方法:铝型材厂家关键是要减少混入铸件内的气体量,理想的合金属流应不断加速地由喷嘴经过分流锥和浇道进入型腔,形成一条顺滑及方向一致的金属流,采用锥形流道设计,即浇流应不断加速地由喷嘴向内浇口逐渐减少,可达到这个目的。
挤压铝型材较让人感到不舒服的情况就是:挤出来的铝型材表面有起泡起皮的现象。山东铝型材看着本应光滑的型材表面出现一颗颗小泡或者一块块斑驳的皮,简直无法忍受。合理设计挤压筒和挤压垫片的配合尺寸,经常检查工具尺寸,保证符合要求,挤压筒出现大肚要及时修理,铝型材厂家挤压垫不能超差;工具、铸锭表面保持清洁、光滑和干燥;经常检查设备和仪器,防止温度过高、速度过快;合理设计、制造工模具,导流孔和分流孔设计成1°-3°内斜度。
散热器铝型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,山东铝型材看模具设计的工作带是否合理,然后在挤压机上试模。试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,铝型材厂家要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。

成品率的提高是建立在产品质量的基础之上,与产量又是同比关系。山东铝型材提高成品率是一个系统工程,通过单一工艺方法很难大幅度提高成品率,必须是多环节的累积提高。提高成品率又是一个细致的工作,不仅需要技术工艺做支撑,更需要严谨、务实、科学的管理。几何废品是铝合金型材在挤压过程中不可避免产生的废品。如挤压的残料、铝型材厂家拉伸时制品两端的夹头、定尺料因不够定尺长度而抛弃的料,切取必要的试样,分流组合模中残留在分流腔中的铝块,铸锭和型材切取定尺断料的锯口消耗的铝屑以及试模时消耗的铸棒等。

散热器铝型材指的是用于制作散热器的原材料,只是由生产厂家对铝合金进行熔炼后压铸成型的一种原材料,未经过任何加工和细节的处理,是散热器生产厂家所需要的原材料山东铝型材,表面粗糙,不具备美观性,散热性能差,而且也无法与具体产品相契合安装。不少人会将散热器铝型材误认为就是经加工过后的散热器,致使陷入骗局和圈套。铝型材散热器指的是由铝型材加工而成的散热器,铝型材厂家是确确实实的散热器成品,这种情况下一般都是由用户找散热器生产厂家进行加工定制的,根据需求的不同采用不同的加工工艺,形成的铝型材散热器产品在规格尺寸、外型美观度和造价上都会有所差异。



